! Cleanroom humidity warning !
Control of the relative humidity (RH) in photolithography zones is extremely critical. Stable and reproducible photolithography is expected within 38% to 48% RH range.
- In case of low RH (< 38%), the resist sensitivity and development rate decreases. It is then recommended to increase the recommended exposure doses.
- In case of high RH (> 48%), the resist adhesion decreases. It is then recommended to do an additional bake (>10 minutes @ 150°C) before loading the wafers in the HMDS or coating equipment.
Wafer surface preparation
Usually adhesion of photoresist on inorganic materials is poor resulting in losses of fine structures after development. To solve the issue, silicon wafers are generally treated using the HMDS vapor prime treatment before spincoating the photoresist. Details about the HMDS process and control can be found here: link
Assuming wafers with a clean surface free of organic contamination, the best adhesion will be obtained with the surface preparation recommended in the table:
| Surface material (larger area) | Vapor HMDS | Plasma O2 | Thermal dehydratation |
|---|---|---|---|
| Si | √√ | √ | √ |
| SiO2, fused silica, SiN, Si3N4 | √√ | √ | √ |
| Float glass, pyrex | √ | √√ | √ |
| Metals: Al, Au, Pt, Ti | … | √ | √√ |
| Metals: Ag, Cu, Cr, Fe | … | X | √√ |
| III/V semiconductors (GaN, GaAs) | … | X | √√ |
Legend: √√ Strongly recommended / √ Alternative process / … Not effective / X May affect or destroy underlaying material
Spincoating
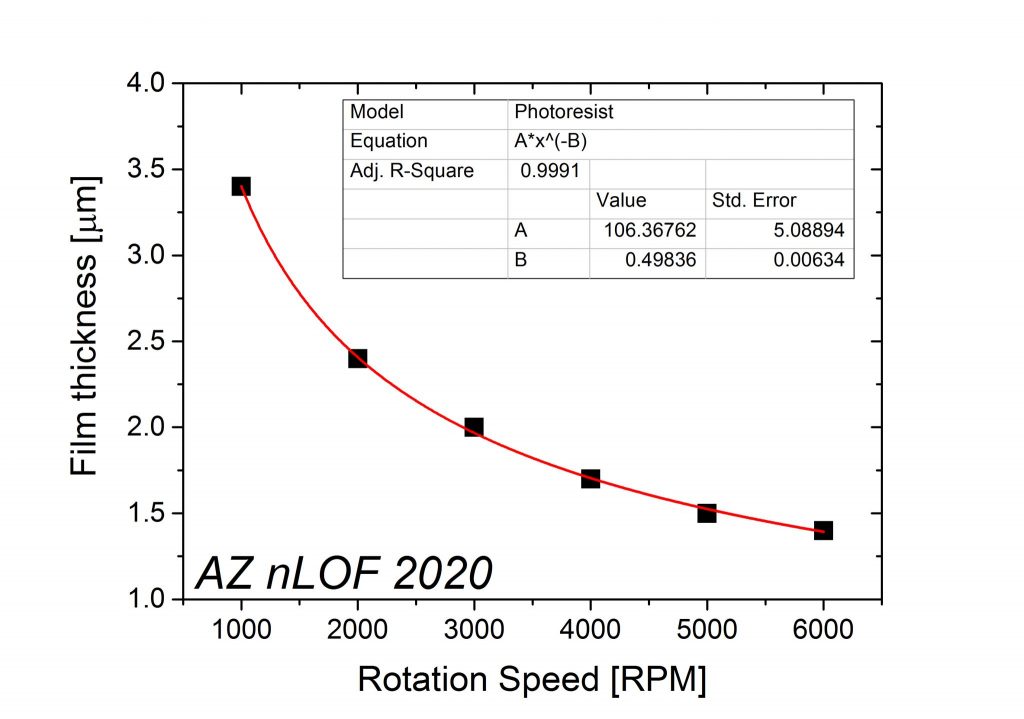
The AZ nLOF 2020 and nLOF 2070 spincurves are shown below, as well as process details for both automatic and manual coating.

Available thicknesses: 2 um / 7 um
Coating:
| PR thickness [μm] | PR | Dispense method | Spin speed [RPM] | Spin duration [sec] | Notes |
|---|---|---|---|---|---|
| 2 | nLOF 2020 | dynamic, 1500RPM | 3450 | 30 | |
| 7 | nLOF 2070 | static + ramp to 1500RPM | 3850 | 30 |
Softbake:
| PR thickness [μm] | Bake method | Temperature [°C] | Bake duration [sec] |
|---|---|---|---|
| 2 | proximity – 150um | 110 | 90 |
| 7 | proximity – 150um | 110 | 90 |
Available options:
- HMDS / EC (edge clean)
- Dehydrate / EC
- HMDS / EBR (edge bead removal)
- Dehydrate / EBR
- Find the spin-coating speed “XXXX” [RPM] matching your target thickness from the AZ nLOF 2020 spincurve.
- When coating on wafers, use the STD_”XXXX” recipe, which includes a 500 RPM spreading step and 40 seconds of main coating step.
- When coating on small chips, use the CHIP_”XXXX” recipe, which includes 40 seconds of main coating step and a short acceleration at the end to reduce edge bead effects.
- Softbake temperature: 105°C
- Softbake time: 60” + 15”/um
Exposure
The following table lists the recommend dose “to clear” for AZ nLOF 2020 coated on silicon wafers. It is recommended to perform a contrast curve / exposure matrix calibration for wafers other than silicon.
| Illumination: | Broadband* | i-line (355-365 nm) | i-line (375 nm) |
|---|---|---|---|
| Equipment: | MABA6, MA6 Gen3 (no filter) | VPG 200, MA6 Gen3 (filter), MJB4 | MLA 150 |
| PR thickness [µm] | Dose [mJ/cm2]+ | Dose [mJ/cm2]++ | Dose [mJ/cm2]+++ |
| 1.4 — 3 | >180 | >90 | Refer to Resist Tables |
* Mercury Lamp, Mask Aligner with UV400 configuration & no filter / + Based on intensity readings from Süss optometer broadband CCD / ++ Based on intensity readings from Süss optometer i-line CCD / +++ Based on MLA150 internal dose measurements
Development
The recommended developer for AZ nLOF 2020 is AZ 726 MIF (or MF CD 26), an organic solution based upon TMAH.
IMPORTANT: AZ nLOF 2020 is a negative resist and requires a post-exposure bake (PEB) before development. On automated development equipment, the PEB is included in the development sequences. For manual development, make sure to perform the PEB as indicated in the section below!
Development sequences for the AZ nLOF resist family on the EVG 150 are detailed below:
Post-exposure bake (PEB):
The PEB step is part of the standard development recipes on the EVG 150 system.
| PR thickness [μm] | Bake method | Temperature [°C] | Bake duration [sec] |
|---|---|---|---|
| 2 | proximity – 300um | 115 | 90 |
| 7 | proximity – 300um | 115 | 120 |
Development:
| PR thickness [μm] | Developer | Dev. method | Cycle time [sec] | N° of cycles |
|---|---|---|---|---|
| 2 | AZ 726 MIF | puddle | 50 | 1 |
| 7 | AZ 726 MIF | puddle | 50 | 1 |
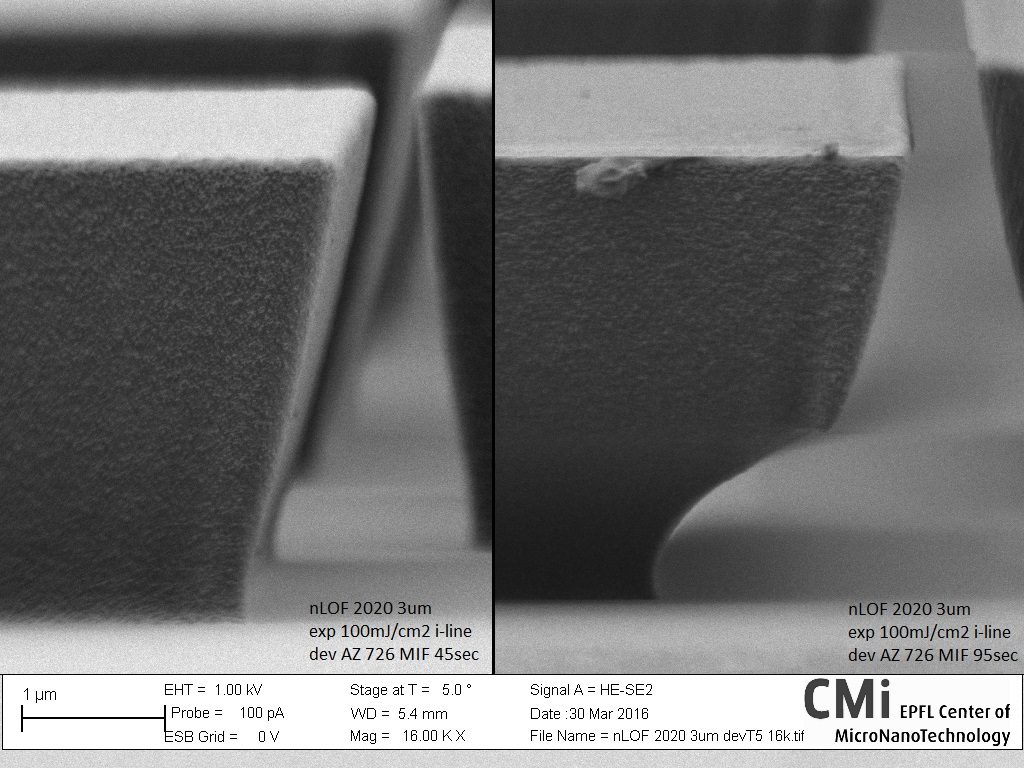
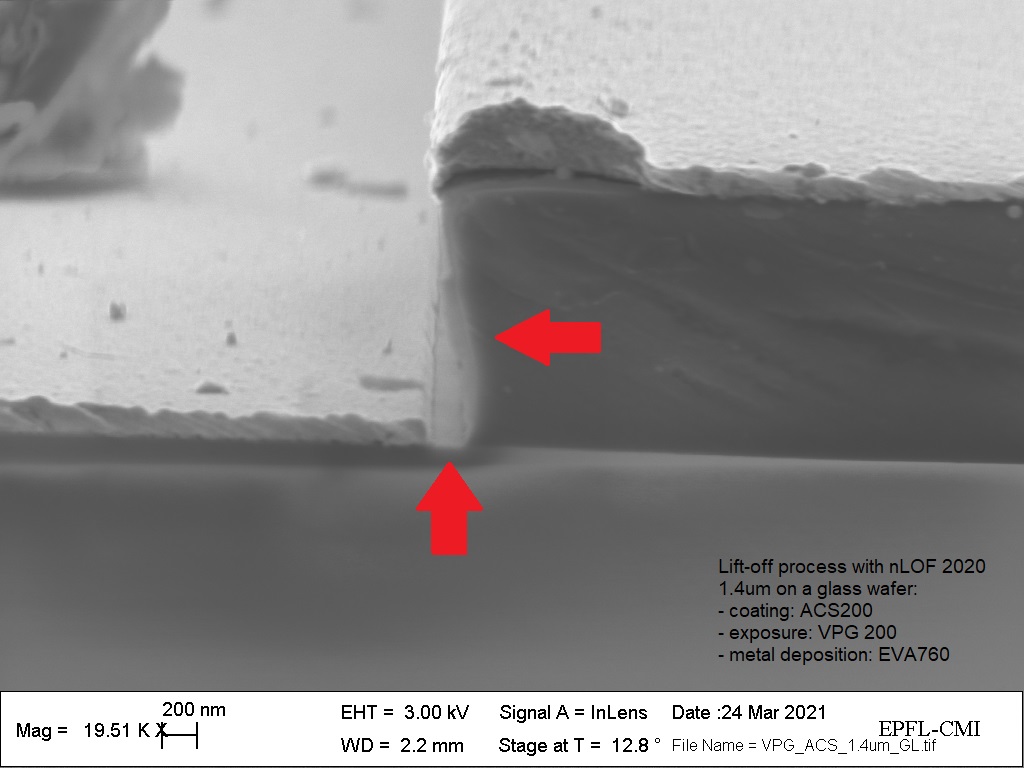
Overdevelopment time is necessary to produce a negative resist profile (undercut) for optimal liftoff. In order to obtain a more pronounced undercut, users can consider to use the optional sequences that adds 30% of additional development time.
- PEB temperature: 105°C
- PEB time: 75”
- Recommended developer: AZ 726 MIF (no dilution needed)
- Development time: 15″/um (minimum) + 40″ (undercut)
- Rinse: H2O 1min
IMPORTANT:
After development, it is mandatory for wafers to go through an additional rinsing step with DI water to avoid backside contamination and damage on equipments (chuck in etcher) in further processing steps. The water baths of the following wet benches can be used free of charge (5 min. billing delay after login):
- Z01 – Plade “Solvent” wet bench
- Z02 – UFT “Resist” wet bench
Pictures Gallery