Le tour parallèle présente une caractéristique unique d’universalité. Il permet en effet d’effectuer non seulement des opérations de tournage et de filetage, mais encore de perçage, d’alésage et même de fraisage.
Le développement du tour parallèle a été lié à celui de l’outil de coupe à travers ses quatre phases successives : acier fondu, acier rapide, carbure métallique, céramique.
Au cours de cette évolution, les améliorations apportées à la machine, notamment par le montage de la broche sur roulements de haute précision, ont permis d’atteindre des vitesses de rotation très élevées, mais également une parfaite stabilité et une absence totale de vibration à n’importe quelle vitesse.
La machine de base peut recevoir divers accessoires, mais elle reste toujours relativement simple.
Tours à commande numérique
- La réalisation de pièces à profil curviligne correspond à une opération de contournage, qui exige le contrôle simultané, avec interpolation circulaire, des deux axes du tour : le mouvement longitudinal du traînard sur le banc et le déplacement transversal de la coulisse sur le traînard, cette coulisse recevant le chariot ou la tourelle porte-outils. Par ailleurs, l’exécution de filetages sur un tour exige une relation exacte entre l’avance de l’outil et la rotation de la pièce ; il est alors nécessaire de prévoir un asservissement entre l’axe correspondant au mouvement du traînard et celui de rotation de broche, qui constitue un troisième axe numérique. La facilité de modifier le programme de la commande numérique, par rapport au temps nécessaire et à la dépense correspondant à la réalisation d’un nouveau gabarit sur un tour à copier, a entraîné d’abord le développement de la commande numérique pour les fabrications en petites ou moyennes séries, tandis que le copiage, moins coûteux, conservait sa place pour les grandes séries.
- Cette répartition est de moins en moins valable actuellement, d’une part parce que le développement de la commande numérique a permis d’en réduire le prix dans une proportion appréciable, et d’autre part parce que les adeptes traditionnels du copiage, tels que l’industrie automobile, sont obligés de modifier fréquemment leurs modèles et de les diversifier, n’ayant plus par conséquent l’assurance de pouvoir fabriquer la même pièce en quantités très importantes pendant une longue période.
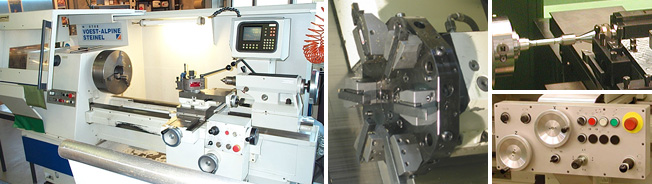
- Les tours numériques, lorsqu’ils se substituent à des tours à copier, doivent alors répondre aux mêmes impératifs de productivité ; ils comportent des équipements additionnels permettant notamment le chargement automatique des pièces et leur déchargement après usinage. Les outils sont montés sur des tourelles à postes multiples, dont la rotation, l’indexation et le blocage pendant le travail sont automatiques, des outils différents intervenant successivement pendant le cycle ; le changement des outils sur ces tourelles peut être manuel ou motorisé, les légères différences de cotes entre l’outil usagé que l’on démonte et l’outil neuf de remplacement étant compensées par la commande numérique, soit en tapant sur un clavier les corrections souhaitées, soit grâce à l’intervention automatique d’un ordinateur central assurant la gestion de ces outils.
Texte: © Encyclopædia Universalis